Process Description
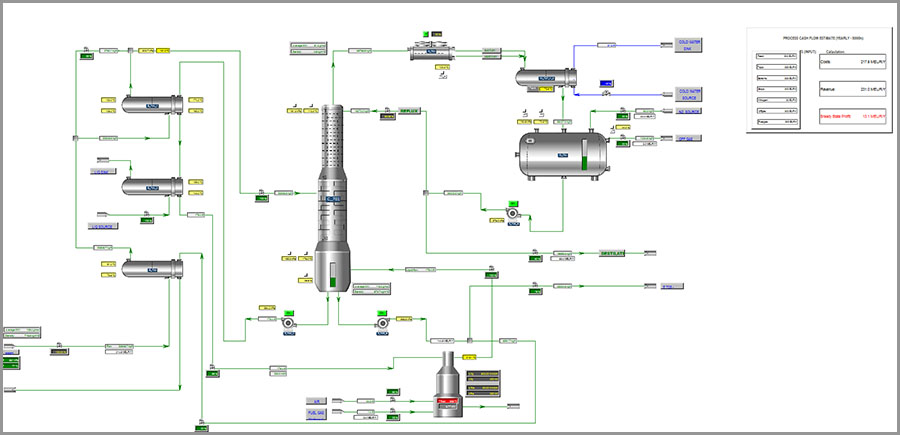
A refinery section with a capacity of 55 t/h. The crude oil fraction is being pre-heated with 2 shell & tube heat exchangers against the bottom product of the column (1st HE), and the column bottoms pump-around (2nd HE) to a controlled inlet temperature. The feed enters to a 30 tray column, where a separation of the light and heavy fraction is occurring. The column is heated up by bottoms pump-around, which goes through the fire-heated furnace using natural gas as a fuel gas. The column top product is being cooled down using air coolers and finally condensed with a shell & tube heat exchanger using cooling water. The top product is collected in a collection tank which is pressurized with Nitrogen. Some small amount of “Off-Gas” (a mixture of nitrogen and light components) is being produced and the rest of the liquid is divided into a Distillate and Reflux flow, with reflux ratio (R/D) around 1.
Objective
The objective of this model was to simulate a real plant (dynamic/steady-state) operation with model accuracy level of 95% or higher – matching the provided real plant data. The main purpose of the model is to be used as a generic Operator Training Simulator (OTS) to improve operator performance; their reactions to possible plant abnormal situations, e.g.: reflux pump failure, valves failure, etc. The model is also to be used for testing and optimizing the plant operating sequences, as well as start-up and shut-down procedures, ESD, and possible plant abnormal situations. Plant process control also had to be a part of the model. To “gamify” the model, a “cash flow” component associated to the cost-effective flows of the process and their realistic value should be a part of the model as well.
Outcome
The Mobatec Modeller dynamic model of Crude Oil Distillation has the accuracy of 99% matching the real plant 100% steady-state plant data! The model has 6 controllers “installed” just as in the real plant, keeping the model (plant) in 100% steady-state operation regime. A Pseudo-component approach is used to model the feed composition matching the ASTM D86 distillation cut curve of the feed sample. The model can be used as a generic OTS for the training of operators, and for R&D studies resulting in a process optimal operation, start-up & shut down sequences, reducing cost and improving product quality.
The extra “Cash Flow component”, is indicating whether the process in its current steady state operation is making a profit or not. The steady-state yearly profit (8000 h – operating time) is being estimated from the process streams costs and revenues. The cost/prices per ton of feed, utilities & products can be changed directly while model is running in the “cash flow” panel. Product cost will depend if they are as specified, if not they are called slops and their price is lower. The cash flow component is a great indication to the operators on how their daily actions are affecting the overall process “yield”!
The extra “Cash Flow component”, is indicating whether the process in its current steady state operation is making a profit or not. The steady-state yearly profit (8000 h – operating time) is being estimated from the process streams costs and revenues. The cost/prices per ton of feed, utilities & products can be changed directly while model is running in the “cash flow” panel. Product cost will depend if they are as specified, if not they are called slops and their price is lower. The cash flow component is a great indication to the operators on how their daily actions are affecting the overall process “yield”!